The most basic form of thermoforming methods begins by heating a plastic sheet in a clamp frame until it is soft and pliable. A vacuum system removes air from below the plastic sheet and atmospheric air pressure stretches the sheet into the mold. Some sections of the plastic sheet stretch more than others and this can cause uneven sheet thickness.
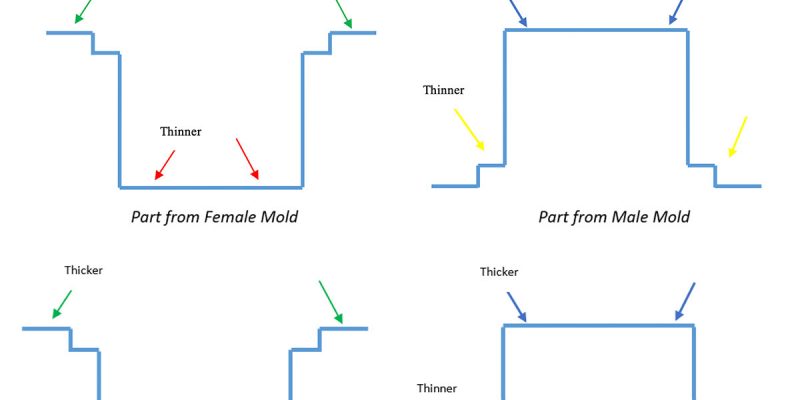
The sketch below shows a part that was formed in a female mold. The thickest sections of the part are the flanges (green arrows) where the heated plastic sheet initially makes contact with the mold and begins cooling. As the sheet stretches towards the bottom of the mold cavity it becomes thinner.
The wall thickness distribution of the sheet in this example is thickest at the top flange thinning down along the walls and the thinnest at the base of the molded part (red arrows).
If the part is formed on a male mold the following process occurs. The sheet is held in a fixed position and the male mold moves up to the heated sheet taking the form of the male mold. The plastic first comes into contact with the flat base (blue arrows) where it begins to cool. The rest of the sheet is stretched towards the flange region and thins as it does so (yellow arrows). A vacuum is applied and the sheet is sealed around the mold.
There is no pressure involved when the sheet is pressed onto the mold; the plastic sheet wall thickness distribution has the exact opposite of the female mold. It is thicker at the base of the part and decreases in thickness towards the flange. This is explanation is simplified to explain the process, more information is provided below to explain how the variations in wall thickness is tackled.
There are 3 ways in which the plastic sheeting can be heated. Conduction, convection and radiation.
Conduction: A heated plate is in direct contact with the top and bottom surface of the plastic sheet. The size of the heated plate determines the maximum size of the plastic sheet. The heated plates are set to a limited temperature to avoid degrading the plastic. This process is considered impractical due to the time it takes for the plastic to conduct heat and reach the optimal temperature.
Convection heating uses hot air to heat the plastic. In thermoforming convection heating is used to pre-heat the plastic sheet. Pre-heating is used to remove the moisture from plastic sheeting and is also to reduce the heating time required to bring the sheet up to optimal temperature at the heating station.
Infra-red is the most efficient method to heat plastic sheet. It is part of the radiation spectrum. Infra-red wavelengths have more energy than visible light and can be used effectively to heat up the plastic sheeting. Infra-red light travels through the air without heating it and its energy is only converted to heat when it hits an object. When infra-red energy reaches the plastic three things can happen to it. One, the radiation can be absorbed by the plastic sheet. Two, it can reflect off the sheet with minimal absorption or 3, it can pass through the sheet. Absorbed radiation is what is needed so that the energy is converted to heat at the surface of the plastic sheet.
How are features formed while controlling wall thickness?
Drape thermoforming is where a plastic sheet is draped over a male mold; the sheet stretches as it is pulled. If there is a deep section in the mold the sheet can be pre-stretched into a bubble then a drape assist bar is used to divide the bubble into two sections. The sheet is heated and stretches due to gravitational forces. The clamp frame makes an air tight pressure seal around the box and the vacuum pressure inside the box then pulls the sheet into a bubble. The mold then moves up into a bubble and seals against the mold surface. The bubble is divided using a drape bar then the vacuum is released and pressurized air fills the box at the same time the air under the sheet is removed by vacuum both pressure and vacuum force the plastic sheet onto the mold surface to form the part. The part is cooled and the pressurized air is released to the atmosphere. Air eject or a mechanical system is used to release the part from the mold. The mold opens and the part is removed.
Another way to stretch the sheet into a deep section is plug assist. In fixed plug assist a plug is attached to the upper half of the mold. The mold closes and the plug stretches the sheet, a vacuum then pulls the sheet onto the surface of the mold. The plug has pre-stretched additional plastic where it is needed. The shape of the plug affects the sheet distribution to improve the part thickness along the bottom and the corners. A variation of plug assist is 3rd motion plug assist where the plug moves into the sheet after the mold is closed.